

_1657772558.webp)
aoi检测的虚焊怎么辨别
PCBA生产线上,虚焊这东西,说它是“隐形杀手”一点不过分。桥接好歹肉眼能看出来,缺件也是一目了然,可虚焊呢?表面上看焊点在那儿,好像连上了,实际上根本没导通——就这么不上不下地吊着。等到产品出了厂,运输途中震几下,或者环境温度变一变,隐患一下子全冒出来,客户那边直接出故障。想让AOI把这号毛病揪出来,关键就两条:一是摸透虚焊在光学图像上长什么样,二是把检测参数调到点子上。
虚焊的“光学特征”:光泽断了、润湿也不到位
虚焊说白了,就是焊料和焊盘或者引脚之间没真正熔成一体,中间那层金属间化合物压根没长好。体现在光学图像上,其实会露出不少马脚,就看你能不能抓住。
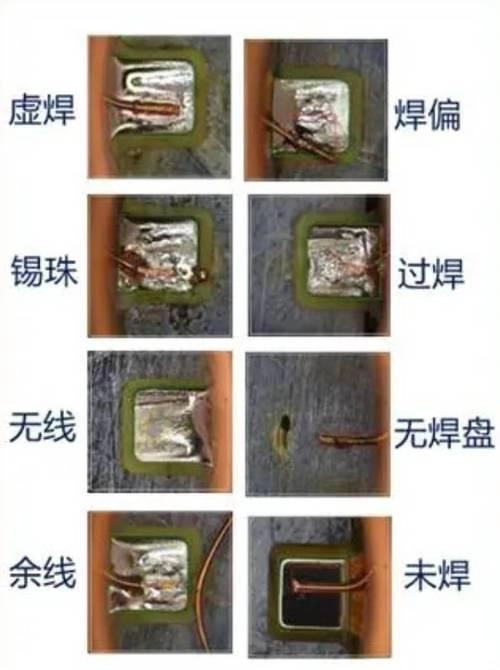
第一类:光泽断裂与色调紊乱。 正常焊点在合适的光源照射下,弧形金属表面会形成均匀的彩色反光。虚焊焊点则呈现截然不同的状态——表面暗淡无光,呈哑光质感;反射杂乱不均,光泽出现断带,整体色调浑浊失序。这种差异并非源于焊料本身,而是润湿不良导致的表面形貌畸变。
第二类:几何形态异常。 润湿良好的焊点应呈现光滑的内弯月面,焊料自然铺展至引脚与焊盘的结合处。而虚焊焊点要么呈扁平状、爬锡高度严重不足,要么呈凸球状、焊料蜷缩成团,与引脚边界处常能观察到肉眼可见的缝隙或裂纹。这种几何失格的本质,是焊料表面张力与润湿力博弈中败下阵来的直观证据。
第三类:细微结构缺陷。 在更高分辨率的成像下,虚焊焊点表面往往布满颗粒状的粗糙纹理,焊料层中间可能出现断缝或空洞,这些都是锡膏未充分熔融或氧化物阻碍结合后留下的“伤痕”。
2D AOI辨虚的局限:为何表面正常仍可能“暗藏危机”
一个常被忽视的事实是:并非所有虚焊都表现出明显的光学异常。当虚焊源于微米级的界面氧化或轻微的焊接温度不足时,焊点外观可能与合格焊点相差无几——形状、尺寸、色泽几乎无法区分。换言之,AOI能识别的虚焊,本质上是那些外观已经“露馅”的案例。这恰恰解释了为何许多工厂即便部署了AOI,仍会在功能测试阶段发现虚焊导致的故障——那些外观正常的虚焊点,悄悄绕过了光学检测的防线。
三、让AOI“看见”虚焊:参数调优的三个靶点
要让AOI在虚焊识别上发挥真正效能,必须在参数调试上下足功夫。
第一靶点:灰度阈值。 AOI本质上是在用灰度值判断焊锡状态。阈值设高了,少锡和虚焊容易被漏过去;设低了,正常焊点频频误报。标准做法是用良品板采集基准图像,确定正常焊点的灰度范围,再用典型的虚焊不良样本反复微调上下限,直到覆盖所有缺陷类型。
第二靶点:检测算法与元件类型匹配。 不同封装形态需要不同的检测逻辑。对于QFP、SOP等引脚密集元件,建议按区域设置独立的检测窗口,针对每排引脚单独评估焊点形态;对于BGA底部焊点,由于2D AOI无法直视球体底部,必须结合X射线或3D数据做综合判断。切忌用一套默认规则应付所有元件。
第三靶点:光源配置。 虚焊的识别高度依赖光照角度。低角度环形光能凸显焊点轮廓,让扁平、缺角的异常形态无所遁形;同轴光则适用于BGA周边或金属屏蔽罩附近的区域,减少反光干扰。部分高端AOI已支持多角度光源分时频闪,在不同照明条件下采集多帧图像叠加判断,显著提升对细微表面缺陷的检出能力。
四、视觉系统的“底子”决定了检测的上限
无论算法多精妙、参数调得多细致,AOI辨虚能力的天花板最终取决于相机的成像素质——分辨率不足,微小裂纹和润湿不良根本看不清;动态范围不够,高反光区域的细节信息被白白丢失。
度申科技针对AOI检测场景提供了多系列相机方案:
DXL系列16K真彩TDI线阵相机专为高精度在线检测设计,支持40K+行频与双光纤20G传输,创新性搭载TDI分时频闪与多通道平场校正技术,在高密度PCB检测中可实现≥99.99%的准确率;RGS系列2500万像素面阵相机以2.5GigE接口突破带宽瓶颈,2.5μm全局快门确保飞拍场景下图像清晰无拖影,29×44×50mm紧凑机身配合PoE供电,兼顾集成灵活性与运行稳定性;DXS系列6500万像素面阵相机主打高解析力场景,全局快门搭配10G光纤传输,满足线宽线距检测、钻孔检测等对图像细节要求严苛的应用需求;M3V系列超微型面阵相机尺寸仅20×20×22mm,2568×1920分辨率下最高帧率可达60FPS,专为设备内部空间受限的AOI工位量身打造。从高速线阵到高分辨率面阵,从紧凑化设计到微型化嵌入,度申科技的产品矩阵覆盖了AOI检测对工业相机的各类需求。

 返回列表
返回列表